合作咨询:0373-8627111 售后服务:0373-8627111 英文站

成立于2008年6月,注册资本5600万元,企业总投资10700万元,占地面积75000余平方米,现有员工500余人,其中管理人60余人,中高级技术人员30余人。为国家级高新技术企业,河南省“专精特新”中小企业。
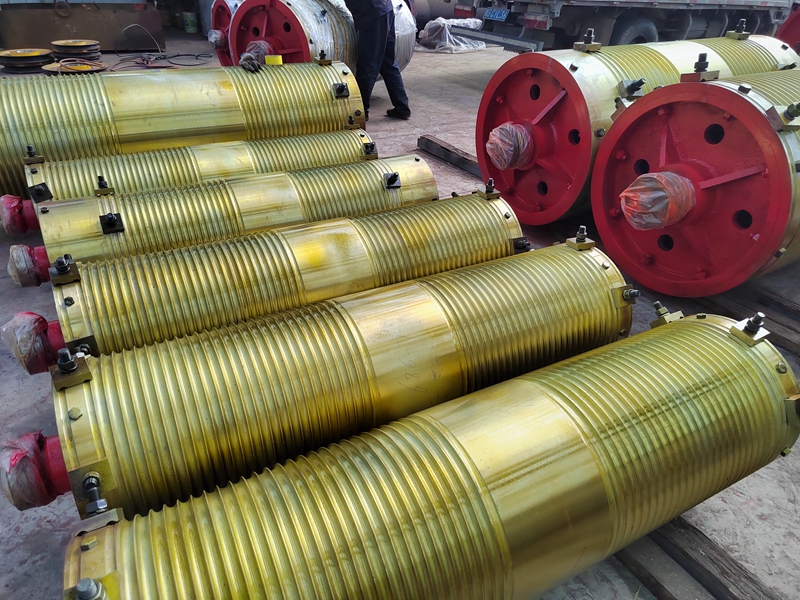
卷筒组是起重机械设备的重要组成部分。卷筒加工**为重要的是2个环节是焊接和车床加工。
焊接工艺保证了卷筒焊缝的质量,保证卷筒的强度和刚度,一般焊接后需要对焊缝进行UT和MT探伤,检验焊接的质量;
车床加工保证卷筒的尺寸和公差满足图纸及产品的使用要求。
另有一些产品板厚超过了卷板机的卷制能力,需要采用加热钢板然后进行卷制的工艺。直径Ø400左右板厚大于25,直径Ø500左右板厚大于35,直径Ø600左右板厚大于40,这些都需要钢板热卷。
钢丝绳跳槽
原因分析:绳槽不耐磨、设计不匹配均会导致排绳混乱,严重时会导致钢丝绳跳槽,使整个卷筒报废。
切螺栓
原因分析:加工尺寸不合格,导致齿盘间隙配合不好,外在表现为切螺栓。
筒体变形
原因分析:厚度不合格,导致卷筒变形,产生安全隐患。
COPYRIGHT © 2023 河南华工实业集团有限公司 备案号:豫ICP备2022002790号-1






